 Cassette Split Systems
Cassette Split Systems Safety Gloves
Safety Gloves UV Leak Detection
UV Leak Detection Condensate Drain Pipe
Condensate Drain Pipe Nitrogen Regulators
Nitrogen Regulators Filter Driers
Filter Driers Filter Cores for Core Shells
Filter Cores for Core ShellsMASTERCLASS – AIR CONDITIONING TECHNOLOGY
VOL 45 – Directional Jet Nozzle Ducts
In last month’s article (Part 44) we continued with our 4-Part Study of Textile Based Distribution Systems. We now continue with Part 45 in this module dedicated to an unusual form of air distribution technology that is steadily gaining increasing acceptance throughout the Refrigeration and HEVAC industries.
Part 45 Fig 2 Flow Model 3
Figure I Flow Model 2 Delivery of Air
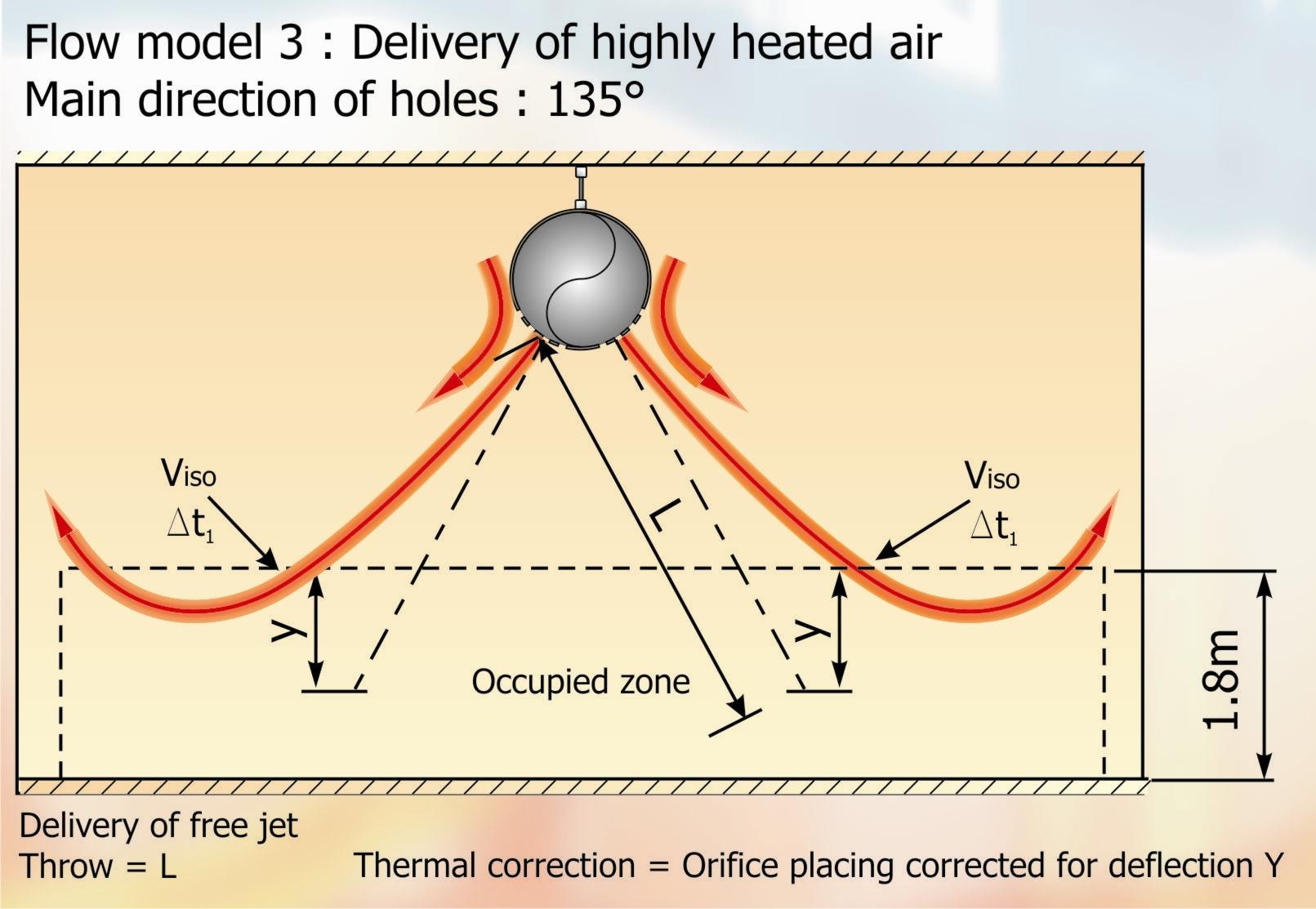
Part 45 Fig 2 Flow Model 3
Figure 2 Flow Model 3 Delivery of Air
The degree of mixing, throw, penetration and the velocity of the air into the occupied zone may be significantly altered by the selection of special hole patterns, there are typically three types. The names are indicative of the air as it enters the occupied zone. These are “Low Velocity”, “Medium Velocity” and “Jet”.
The difference between the hole patterns and their results are that for a given metre length of ductwork the “Jet” option has continuous rows of holes, whereas, the “Medium velocity” has the rows of holes interspersed with space with no holes (approximately 1/5th of its linear length) and the “Low velocity” option has equal group of holes to an equal length of spaces with no holes. The “Jet” option gives purely two dimensional mixing. The “Medium velocity” option has a partial degree of three dimensional mixing and the “Low velocity” option has full three dimensional mixing.
Having a space with no holes allows for greater induction of air and the longer the space the greater the degree of mixing.
The High Impulse system has been very successful for warehouses. Here the high impulse ducts tend to be placed at low level above or even in the racks. The ducts provide a high degree of mixing of the supply air with the room air at low level, resulting in the mixed air being at a temperature very close to that of the room air and then the air simply rises through the stack effect. This works equally for heating or cooling.
The extract grilles are normally at high level and because of this the air distribution is so uniform only a few extracts are required. This application has achieved 0.5°C temperature gradient over 19,000 mm, which is remarkably good especially if the stored product needs to be kept within close temperature tolerances. Products that generally need this treatment are Wine, Photographic materials, Food, and Pharmaceutical products.
Directional Jet Nozzle Ducts
The “Low Impulse” option is only suited to cooling, ventilation and tempered air supply, since the supply air moves into the room space in accordance with its own density relative to that of the room air. The cooler the temperature of air the heavier it becomes and, conversely the warm air would rise to the ceiling. There is also available on the market a hybrid system which combines some of the features from both systems. The new system utilises Directional Jet Nozzles incorporated within a permeable textile, so whilst a proportion of the air is diffusing through the textile the remainder is jetting out of the specially developed conical nozzles. The nozzles are providing the supply air with considerable directional impulse, whilst entraining some of the supply air that has diffused through the textile and at the same time entraining room air. This action creates dynamic mixing of room air with supply air and sets up a good degree of circulation, which means that this system can be used for heating as well as cooling and ventilation, whilst retaining the positive textile duct characteristics, such as, being easily washable and free of condensation.
A further derivative is the use of “High Impulse” fabric with the nozzles which will provide a system whereby all the air is jetted from the nozzles. This has been beneficial in projects that required considerable throw such as in tall buildings, e.g. a warehouse where the ducts have to go at high level. High level ducts in a warehouse project are mainly used where it is not possible to have High Impulse ducts at low level in the racks.
Advantages over Conventional Systems
Cost is always a big factor in the building industry. Textile ducting may not be cheaper metre for metre relative to rigid ducting. However, by the time all the costs for rigid ducting have been added up then it soon becomes evident that textile and fabric ducting is extremely cost effective with savings running to 20% – 50 % of the cost of a rigid duct system. Such additional costs maybe:
- Grilles and diffusers.
- The extra bracketary required for secure mounting.
- The time needed to install (usually 2-3 times longer than that for textile ducting).
- Time and materials to paint (textile ducting comes already coloured).
- Time and instruments to commission a rigid duct system.
- Time and materials to insulate (if required) and
- Any special treatments that may be deemed necessary (i.e. anti-corrosion in swimming pool halls – fabric ducting is non-corrosive).
Because of the uniform air distribution provided by the textile or fabric ducting very few extract grilles are required.
Noise can be a big issue for rigid ducting due to hard surfaces, sharp edges, and vibration. These do not apply to textile ducting since it is soft. Reverberation is not an issue and it has been measured that a textile or fabric ducting system can provide attenuation of approx. 3 dB. This noise attenuation should not affect the size of any silencer that is required for the application.
Textile ducting (permeable type) is free of condensation since there is no heat transfer across the surface of the duct. As the textile is permeable along its entire length and circumference the supply air is of the same temperature on both sides of the duct.
The Health & Safety Executive insist by law that all supply ducting shall be cleaned regularly to provide clean air and pure air to the built environment. A rigid ducting system can be impractical to clean, very expensive and often with considerable disruption to the area that it serves. A textile or fabric ducting system is comparatively easily removed, cleaned and refitted at a fraction of the time and cost.
There is a lot to be said for maximising the use of textile ducting from a point of view of cleanliness and hygiene, convenience and cost. Conventional ducting systems can often be very difficult to inspect and to clean, and can often provide the perfect “Out of Sight – Out of Mind” breeding ground for fungi and bacteria.
Textile ducting seldom replaces all rigid ducting as it is not common practice to run textile ducting from the Air Handling Unit through ceiling voids to convey the supply air to the various rooms; this will almost certainly always be in rigid ducting. It is when the supply air enters the room that the textile ducting comes into its own and takes over the supply air distribution and discharge. In this situation the rigid ducting is virtually always of a good size and allows good access for cleaning purposes, providing that access panels have been installed. If the air handling unit or fan coil unit was to be placed in the room to be conditioned then no rigid ducting would be required.
Materials
Different applications call for different materials. A clean room demands a non-shedding material. An explosion proof area will require a textile that has the ability to discharge static electricity to earth, usually by the means of stainless steel threads.
It is recommended that the materials used for the low impulse textile ducting are 100% Food Quality of Manmade Flame Retardant Polyester, flame retardant to DIN 4102 class B1.
®TREVIRA CS is a Flame Retardant Polyester yarn which is now a European standard for low impulse textile ducting. This material being non-organic and manmade means that it will absorb virtually no moisture. Furthermore, it is important that the textile duct material must not be wholly or partly made of natural fibres e.g. cotton. Natural fibres provide a food substance for micro-organisms and with the presence of moisture they will multiply. Treatments can be applied to natural fibres such as an antibacterial agent. However, it is not possible to be exact as to how long these agents will last and particles of the chemical agent may become airborne. If Polyester is used such agents are redundant and unnecessary. Polypropylene is another possible fibre; however, this can be disadvantageous on the basis of its age hardening characteristics with exposure to UV light and the difficulties experienced with colouring the fibre.
The textile should be specifically woven for this intended purpose so that it has the correct permeability and has an extended surface area by the means of a corrugated texture. This texture minimises clogging and the depreciation of the air volume being circulated in the room. This is particularly relevant in circumstances where no other filters are possible i.e. ceiling mounted coolers and fan coil units.
The textile should be woven to exacting standards. This is important so that the permeability of the textile is consistent throughout the entire duct section and also that the textile is known to be durable and strong. It is vital that the textile duct manufacturer has a full range of materials of different permeability grades available to ensure that the correct static pressure can be achieved for a certain air volume and certain duct size.
DISCLAIMER:
Whilst every effort is made to ensure absolute accuracy, Business Edge Limited will not accept any responsibility or liability for direct or indirect losses arising from the use of the data contained in this series of articles.
Other Relevant Articles:
